1、简介304不锈钢拉丝板就是不锈钢表面象丝状的纹理,这只是不锈钢的一种加工工艺。表面是亚光的,仔细看上面有一丝一丝的纹理,但是摸不出来.比一般亮面的不锈钢耐磨,看起来更上档次一些。2、性能拉强度(Ma)620MIN屈服强度(Ma)310MIN伸长率(%)30MIN面积缩减(%)40MIN304不锈钢的密度7.93g/cm3奥氏体不锈钢一般都用这个......

1、简介
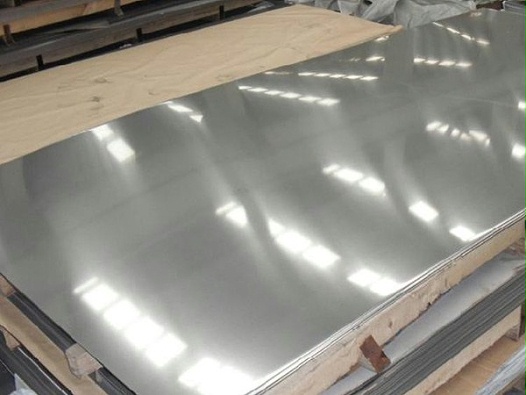
不锈钢拉丝板就是不锈钢表面象丝状的纹理,这只是不锈钢的一种加工工艺。表面是亚光的 , 仔细看上面有一丝一丝的纹理 , 但是摸不出来 . 比一般亮面的不锈钢耐磨 , 看起来更上档次一些。
2 、性能
拉强度 (Mpa) 620 MIN
屈服强度 (Mpa) 310 MIN
伸长率 (%) 30 MIN
面积缩减 (%) 40 MIN
304 不锈钢的密度 7.93 g/cm3 奥氏体不锈钢一般都用这个值 304 含铬量 (%) 18--20 . 304 相当于我国的 0Cr19Ni9 (0Cr18Ni9) 不锈钢 304 不锈钢是一种通用性的不锈钢材料,防锈性能比 200 系列的不锈钢材料要强。耐高温方面也比较好,能高到到 1000-1200 度。 304 不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化性酸,在实验中得出:浓度≤ 65% 的沸腾温度以下的硝酸中, 304 不锈钢具有很强的 抗腐蚀性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力。
表面美观以及使用可能性多样化 ; 耐腐蚀性能好,比普通钢长久耐用耐腐蚀性好 ; 强度高,因而薄板使用的可能性大 ; 耐高温氧化及强度高,因此能够抗火灾 ; 常温加工,即容易塑性加工 。 因为不必表面处理,所以简便、维护简单 ; 清洁,光洁度高 ; 焊接性能好。
拉丝性能
1 、干磨拉丝
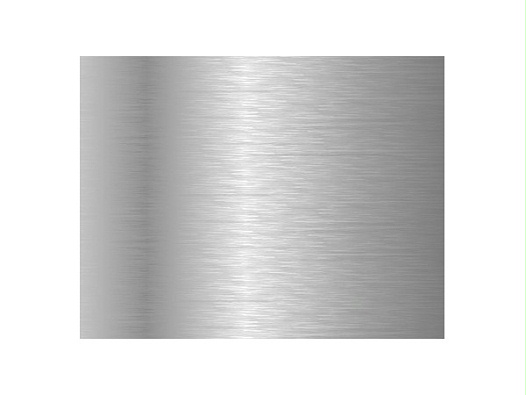
市场上最常见的有长丝和短丝, 304 不锈钢板在经过加工此类表面后,表现出良好的装饰效果,可以满足一般装饰材料的要求。一般来说, 304 系不锈钢均可在一次磨砂后便形成好的效果。由于此类加工设备造价低廉,操作简单,加工费用低,应用面广,成为加工中心必选设备。所以大多数加工中心均可提供长丝和短丝的 磨砂板 ,其中 304 钢占 80% 以上。
2 、 油磨拉丝
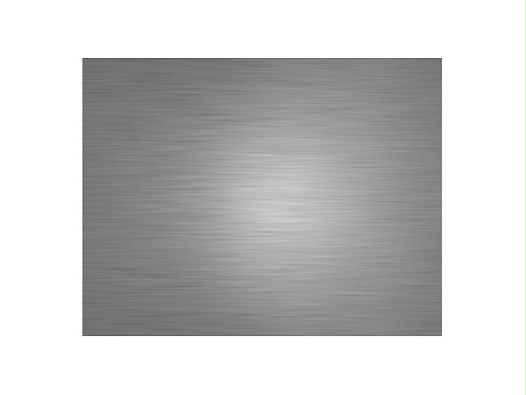
304 族系不锈钢经过油磨后体现出完美的装饰效果,广泛应用于电梯、家电等装饰面板上。冷轧 304 系不锈钢一般均可在一个磨砂道次后达到良好效果,市场上还有一些加工中心可以提供热轧不锈钢的油性磨砂加工,其效果和冷轧油磨不相上下。油性拉丝也有长丝和短丝之分。电梯装饰一般选用长丝,而各类小家电、厨具等两种纹路均有选择。
耐腐蚀性
不锈钢板 的耐腐蚀性主要取决于它的合金成分(铬、镍、钛、硅、铝、锰、等)和内部的组织结构,起主要作用的是铬元素。
铬具有很高的化学稳定性,能在钢表面形成钝化膜,使金属与外界隔离开来,保护钢板不被氧化,增加钢板的抗腐蚀能力。钝化膜破坏后,抗腐蚀性就下降。
要求能承受各种酸的腐蚀,如:草酸、硫酸 - 硫酸铁、硝酸、硝酸 - 氢氟酸、硫酸 - 硫酸铜、磷酸、甲酸、乙酸等,
3 、材料材质
304 化学牌号
0Cr18Ni9 含铬 17% ,含镍 8%
304 不锈钢化学成份 :
规格 C Si Mn P S Cr Ni (镍) Mo
不锈钢 SUS304 密度为 7.93 克 / 厘米 3
牌号: 0Cr18Ni9 ( 0Cr19Ni9 )
化学成分为:
C :≤ 0.07 ,
Si :≤ 1.0 ,
Mn :≤ 2.0 ,
Cr : 8.0 ~ 20.0 ,
Ni : 8.0 ~ 11.0 ,
S :≤ 0.03 ,
P :≤ 0.035 。
4 、加工工艺
4.1 、工艺流程
激光切割 → 锯角 → 锡或氩焊接 → 精细打磨 → 抛光 / 拉丝 → 成品包装
4.1.1 、激光切割
切割成基本字形。本厂全部采用进口激光切割机切割。相对于等离子切割,激光切割具有如下优点:字形精准、不走形,切割线条更圆滑、 更美观、过渡更自然,对材质的色泽、光洁度等物理特性无热切割损伤。
4.1.2 、锯角
字形位距测量、定位精准,锯割到位,此为关键步骤,也是决定字的质量的重要一步,特别是对于厚的围边材质或拐 角处较多的笔划,必不可少,能确保围边材质焊接到位和字形体不走形。
4.1.3 、锡或氩焊接
依据材质厚度和从成本控制考虑,采用锡焊或氩弧焊接成立体字形。锡焊接对材质厚度要求不高,打磨后效果不如氩焊接;氩焊接材质要求至少在 1.5MM ,打磨后效果较好,相应成本比锡焊接要高。
4.1.4 、精细打磨
采用手工和机械相结合的方式精细打磨焊接线面,消除焊接处的焊接杂质,弥合焊接处的缝隙,使焊接处的侧边和面完全融合成一整体,真正做到无缝,不显焊接痕迹。 打磨直线笔画,焊接线要整齐到位;弧形笔画,焊接线弯曲自然、光滑;焊接面圆滑。此步也为关键之步骤。
4.1.5 、抛光 / 拉丝
抛光:对焊接处进一步处理,使焊接线面更为光滑、美观;对非焊接处也同时进行抛光处理,以免影响整体光洁度;
拉丝:采用手工和机器相结合的方式对字表面和侧面进行拉丝处理,使字浑然一体。
4.1.6 、成品包装
要用保护膜小心包装,以免划伤表面,影响光洁度和美观。在包装时要避免使用粘性较强的保护膜,以免保护膜上的白色粘性物附着在字表面,影响美观。
4.2 、 不锈钢拉丝板着色工艺
不锈钢拉丝板,就是在不锈钢拉丝板的基材表面通过化学水镀或真空离子镀镀膜着色加工处理得到各种颜色的表面。
目前最先进的不锈钢镀膜着色工艺是:真空离子电镀工艺。
其作用过程如下 :
蒸发源接阳极,不锈钢工件接阴极,当通以三至五千伏高压直流电以后,蒸发源与工件之间产生辉光放电。由于真空罩内充有惰性氩气,在放电电场作用下部分氩气被电离,从而在阴极工件周围形成一等离子暗区。带正电荷的氩离子受阴极负高压的吸引,猛烈地轰击工件表面,致使工件表层粒子和脏物被轰溅抛出,从而使工件待镀表面得到了充分的离子轰击清洗。随后,接通蒸发源交流电源,蒸发料粒子熔化蒸发,进入辉光放电区并被电离。带正电荷的蒸发料离子,在阴极吸引下,随同氩离子一同冲向工件,当抛镀于工件表面上的蒸发料离子超过溅失离子的数量时,则逐渐堆积形成一层牢固粘附于工件表面的金黄色镀层。这就是 彩色不锈钢 拉丝板经过离子镀着色处理的作用过程 。
5 、加工设备
5.1 、不锈钢磨砂拉丝机
5.1.1 、设备特点
①、主机体架构浇筑焊接而成,坚实牢固。
②、采用下托辊或输送带送料方式,进料速度可调节。
③、进料台结构多种选择、其高度可以精确升降或保持不变。
④、单机可选配数量不等的砂架或磨砂轮,一般为 1-6 个加工单位。各主要加工单位驱动马达电流负载显示,可独立控制使用。
⑤、不同机型加工宽度可以为 400mm 、 600mm 、 1300mm 、 1600mm 或其它。主电机内置或外置,主要操作可通过独立控制柜或控制面板实现。
5.1.2 、技术参数
表面平整的不锈钢板、铝板、铜板等;厚度在 0.5 -50mm 之间,长度大于 350mm 。干式机型一般需与送料架、平板覆膜机、风机等设备配套使用,而湿式机型另需配置研磨液过滤、挤水风干等设备。
加工卷料时,需配备收放卷、校平等设备。
5.1.3 、设备用途
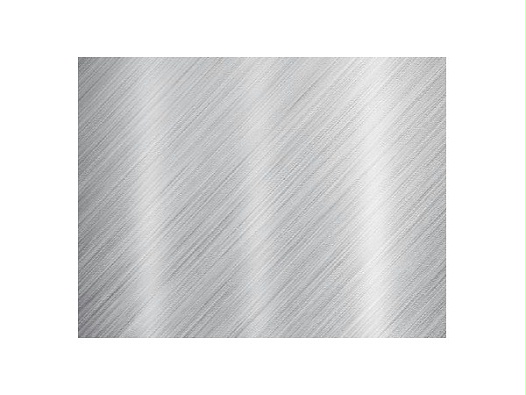
主要用于多种型号不锈钢带、钢板、铝板、铝合金板、铜板等平板表面砂带磨砂及丝纹加工,如 NO.3NO.4( 又称雪花纹、短丝、碎丝、雪花砂等 ) 、 HL( 又称长丝、直丝、、发纹等 ) 、或与尼龙轮结合加工段纹 ( 又名 SB 纹、尼龙轮拉丝、段丝、断丝、长发丝等 ) 以及多种丝纹的组合;加工丝 纹效果会因所加工材料、磨料磨具、转速、工作环境等不同而有所差异
5.2 、平板表面抛光机
5.2.1 、设备特点
①、主机体架构浇筑焊接而成,坚实牢固。 采用输送带等送料方式,进料速度可调节。
②、进料台结构多种选择、其高度可以精确升降或保持不变。
③、单机可选配数量不等的砂带、抛光轮,一般为 1-3 个加工单位。 各主要加工单位驱动马达电流负载显示,可独立控制使用。
④、不同机型加工宽度可以为 400mm 、 600mm 、 1000mm 、 1300mm 或其它。 主电机内置或外置,主要操作可通过独立控制柜或控制面板实现。 主电机紧急刹车、集中供油系统。
5.2.2 、设备参数
工件表面平整、厚度在 0.4 -100mm 之间、长度大于 260mm 。
工件过短时,需加做工装固定。
5.2.3 、设备用途
用于金属、大理石、树脂、塑料等平板及各种五金件、铸件、冲压件、钣金件、各种型材等平面表面磨砂抛光等,因加工工艺要求不同,有多种型号可供选择。
6 、应用领域
用途非常广泛,主要用于招牌、公司形象墙、各种标识标志、楼宇提示标识、各种高档品牌标识的户内外应用,等大量现代化办公室的标识。
304 族系不锈钢经过油磨后体现出完美的装饰效果,广泛应用于电梯、家电等装饰面板上。
304 广泛用于家庭用品( 1 、 2 类餐具)、橱柜、室内管线、热水器、锅炉、浴缸、汽车配件、医疗器具、建材、化学、食品工业、农业、船舶部件。